
 制冷设备热门产品
制冷设备热门产品
-
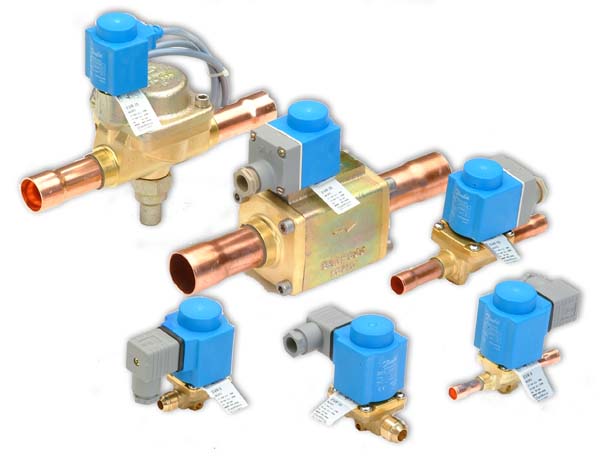
 制冷配件
制冷配件
-
 基伊埃(GEA)制冷压缩机基伊埃(GEA)制冷压缩机基伊
基伊埃(GEA)制冷压缩机基伊埃(GEA)制冷压缩机基伊
-
 冷库自控系列产品
冷库自控系列产品
-
 中高温螺杆机组(比泽尔主机)
中高温螺杆机组(比泽尔主机)
-
 壳管式换热器
壳管式换热器
-
 箱型风冷冷水机组
箱型风冷冷水机组
-
 汉钟中温螺杆机组(并联)
汉钟中温螺杆机组(并联)
-
 冷风机
冷风机
-
 箱型水冷冷水机组
箱型水冷冷水机组
 制冷设备热门产品
制冷配件
基伊埃(GEA)制冷压缩机基伊埃(GEA)制冷压缩机基伊
冷库自控系列产品
中高温螺杆机组(比泽尔主机)
壳管式换热器
箱型风冷冷水机组
汉钟中温螺杆机组(并联)
冷风机
箱型水冷冷水机组
旭锐简介
制冷设备热门产品
制冷配件
基伊埃(GEA)制冷压缩机基伊埃(GEA)制冷压缩机基伊
冷库自控系列产品
中高温螺杆机组(比泽尔主机)
壳管式换热器
箱型风冷冷水机组
汉钟中温螺杆机组(并联)
冷风机
箱型水冷冷水机组
旭锐简介




 冷库的主要作用及其优势
药品库房温湿度控制方法
冷库储存水果蔬菜应注意的问题
冷库的主要作用及其优势
药品库房温湿度控制方法
冷库储存水果蔬菜应注意的问题
 为什么有些药品需要低温存储
商用的冷柜有哪几种
为什么有些药品需要低温存储
商用的冷柜有哪几种
 食品加工领域
食品加工领域
 高科技与新能源领域
高科技与新能源领域
 军工与船舶领域的应用
军工与船舶领域的应用
 塑料机械行业的应用
塑料机械行业的应用
 种植养殖行业
种植养殖行业


扫一扫,好礼相送!
冷库制冷设备 | 冷库成套设备 | 食品冷冻冷藏 | 低温螺杆机组 | 氨改氟机组 备案号:沪ICP备14049795号-2


